Пожалуйста, оставьте нам сообщение

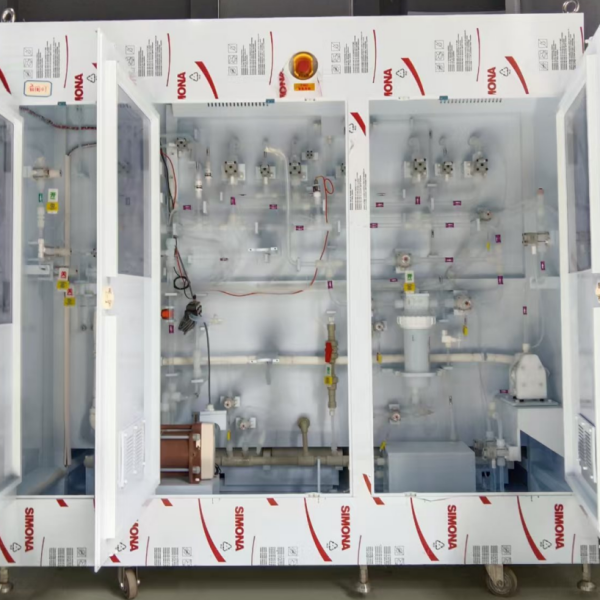
Система подачи жидкостей для пищевой промышленности
2026-06-12
- Критерии выбора системы подачи жидкостей для пищевой промышленности
- Материалы исполнения и требования гигиены: Нержавеющая сталь против полимеров
- Автоматизация и интеграция в линию: От ручного управления к Industry 4.0
- Экономическая эффективность и расчет совокупной стоимости владения (TCO)
- Сертификация и соответствие нормам ЕАЭС
- Практические шаги по модернизации существующих линий
- Заключение и рекомендации по выбору поставщика
Критерии выбора системы подачи жидкостей для пищевой промышленности
Выбор надежной системы подачи жидкостей для пищевой промышленности — это не просто покупка оборудования, а стратегическое решение, влияющее на безопасность конечного продукта и маржинальность производства. В нашей практике мы неоднократно сталкивались с ситуациями, когда экономия 15% на стоимости насоса приводила к остановке линии розлива на 48 часов из-за выхода из строя уплотнений. Для инженеров и закупщиков в России и странах СНГ ключевым фактором является не только цена, но и соответствие строгим нормам ЕАЭС, в частности техническим регламентам ТР ТС 021/2011 «О безопасности пищевой продукции». Правильно подобранная система должна обеспечивать ламинарный поток, исключать застойные зоны и выдерживать агрессивные среды мойки (CIP-мойка) без деградации материалов.
Мы проанализировали сотни проектов внедрения и выявили, что 60% проблем с гигиеной возникают не из-за качества самого продукта, а из-за ошибок в гидравлическом расчете трубопроводов. Если скорость потока слишком низкая, бактерии размножаются; если слишком высокая — происходит кавитация, разрушающая рабочие колеса. В этой статье мы разберем технические нюансы, которые отличают профессиональное оборудование от бюджетных аналогов, и дадим конкретные рекомендации по выбору поставщика, который сможет подтвердить свои слова сертификатами EAC и реальными кейсами.
Почему параметры потока важнее мощности двигателя
Многие заказчики совершают классическую ошибку, выбирая систему исключительно по мощности электродвигателя или максимальному напору. Это фундаментальный подход, который игнорирует реологию перекачиваемой среды. В пищевой промышленности мы работаем с жидкостями, вязкость которых может меняться в десятки раз в зависимости от температуры и содержания сухих веществ. Например, подача томатной пасты при 20°C и при 60°C требует совершенно разных характеристик насосного оборудования. Наша команда однажды столкнулась с ситуацией на молокозаводе в Татарстане, где установленная система не могла продавить продукт через пластинчатый теплообменник после его загрязнения, хотя по паспорту напор был достаточным. Проблема крылась в кривой производительности: насос работал в точке, далекой от КПД максимума, что привело к перегреву и остановке.
При проектировании системы подачи жидкостей для пищевой промышленности критически важно учитывать кавитационный запас (NPSH). Игнорирование этого параметра ведет к эрозии металлических частей и попаданию микрочастиц металла в продукт, что является грубейшим нарушением санитарных норм. Мы рекомендуем всегда запрашивать у производителя расширенную гидравлическую характеристику, где указаны зоны рекомендованной работы, а не только точки максимума. Также стоит обратить внимание на тип проточной части: для продуктов с включениями (фруктовые дольки, кусочки овощей) необходимы винтовые или шнековые насосы, тогда как для воды и молока оптимальны центробежные модели с открытым рабочим колесом.
Важно понимать, что энергоэффективность системы складывается не только из класса двигателя IE3 или IE4, но и из соответствия гидравлики реальной задаче. Переразмеренный насос будет работать с дросселированием на задвижке, выбрасывая деньги владельца на ветер. В наших расчетах мы часто показываем клиентам, что установка частотного преобразователя окупается за 8-14 месяцев за счет снижения потребления электроэнергии и уменьшения гидроударов при пуске. Не гонитесь за универсальностью; лучшая система та, которая заточена под ваш конкретный технологический процесс.
Материалы исполнения и требования гигиены: Нержавеющая сталь против полимеров
Контакт продукта с материалами оборудования регулируется жесткими стандартами. Основным материалом для системы подачи жидкостей для пищевой промышленности остается нержавеющая сталь марки AISI 304 (08Х18Н10) и AISI 316L (03Х17Н14М2). Разница между ними критична: если вы работаете с нейтральными средами (вода, молоко, соки), достаточно AISI 304. Однако для кислых продуктов (йогурты, рассолы, фруктовые кислоты) или сред с высоким содержанием хлоридов обязательна сталь AISI 316L. Молибден в составе этой стали предотвращает точечную коррозию, которая может стать очагом размножения бактерий. В нашей практике был случай, когда использование более дешевой стали 304 в линии производства соленых огурцов привело к сквозной коррозии трубопровода через 18 месяцев, что потребовало полной замены участка и остановки цеха.
Поверхность всех контактирующих элементов должна иметь шероховатость Ra ≤ 0.8 мкм. Это не просто цифра в паспорте, а гарантия того, что продукт не будет прилипать к стенкам, а моющие растворы смогут эффективно смыть остатки органики. Полированные поверхности также снижают гидравлическое сопротивление. При приемке оборудования обязательно требуйте сертификат на металл и паспорт качества сварных швов. Сварка должна выполняться в среде защитного газа (аргон) с последующим травлением и пассивацией швов. Черные пятна на швах — признак нарушения технологии, который недопустим в пищевом производстве.
Что касается уплотнений, то здесь безальтернативным лидером являются материалы на основе EPDM (для температур до 140°C) и FKM/Viton (для агрессивных сред и высоких температур). Использование резины неизвестного происхождения недопустимо, так как она может выделять вредные вещества в продукт или быстро разрушаться при CIP-мойке щелочными растворами. Все уплотнительные элементы должны иметь допуск FDA или соответствовать регламентам ЕС 1935/2004. Мы советуем всегда иметь на складе ремкомплекты с оригинальными манжетами, так как попытка заменить их аналогами часто приводит к протечкам и загрязнению пола цеха, что создает риск скольжения для персонала.
Сравнение типов насосного оборудования для разных задач
Универсального решения не существует, и выбор типа насоса диктуется характеристиками продукта. Ниже приведена сравнительная таблица основных типов насосов, используемых в современных линиях розлива и переработки.
| Тип насоса | Применимость | Преимущества | Недостатки | Рекомендуемый продукт |
|---|---|---|---|---|
| Центробежный | Низковязкие жидкости | Высокий КПД, простая конструкция, легкость обслуживания, возможность работы на закрытую задвижку кратковременно | Низкий самовсасывающий эффект, чувствительность к кавитации, не подходит для вязких сред | Вода, молоко, пиво, соки без мякоти, моющие растворы |
| Объемный (шнековый) | Средне- и высоковязкие жидкости | Бережная перекачка (не разрушает структуру), стабильная подача независимо от давления, хороший самовсас | Пульсация потока (требует демпферов), сложность очистки при застывании продукта, выше цена | Йогурты, сметана, томатная паста, мед, шоколадная масса |
| Кулачковый (ротационный) | Продукты с включениями | Отсутствие контакта роторов (нет износа), возможность перекачки твердых включений, реверсивность | Высокая стоимость запчастей (кулачков), чувствительность к абразивам | Фрукты в сиропе, джемы с кусочками, творог, готовые блюда |
| Мембранный | Дозирование и высокие давления | Полная герметичность (продукт не контактирует с механизмом), возможность работы “на сухую” | Пульсация, ограниченный ресурс мембраны, сложность регулирования расхода | Ароматизаторы, красители, концентраты, сиропы |
При выборе между центробежным и объемным насосом руководствуйтесь правилом: если вязкость продукта превышает 500 сПз, центробежный насос потеряет эффективность, и его КПД упадет ниже 30%. В этом случае переход на шнековый насос неизбежен. Однако для линий CIP-мойки, где перекачивается вода и химия с низкой вязкостью, центробежные насосы остаются эталоном надежности и экономичности. Мы рекомендуем проводить тестовые перекачки перед закупкой крупной партии оборудования, особенно если ваш продукт имеет нестандартную реологию.
Автоматизация и интеграция в линию: От ручного управления к Industry 4.0
Современная система подачи жидкостей для пищевой промышленности не может существовать в отрыве от общей системы автоматизации предприятия. Ручное управление задвижками и насосами уходит в прошлое, уступая место программируемым логическим контроллерам (ПЛК) и SCADA-системам. Интеграция оборудования в единую сеть позволяет оператору видеть давление, температуру и расход в каждой точке в реальном времени. Это критически важно для предотвращения аварийных ситуаций. Например, если датчик давления фиксирует резкий скачок, система может автоматически остановить насос и перекрыть клапаны, предотвращая разрыв трубопровода. В одном из наших проектов на заводе напитков такая функция спасла цех от затопления горячим сиропом, сэкономив владельцу миллионы рублей.
Именно здесь на первый план выходят возможности современных интеграторов, таких как ООО «Шанхай Цзяньин Интеллектуальные Технологии». Будучи лидером в области промышленной автоматизации, компания предлагает комплексные решения, которые идеально дополняют механическую часть систем подачи. Их продукция, включающая интеллектуальные контроллеры (PLC), продвинутые системы мониторинга (SCADA), а также роботизированные комплексы и автономные транспортные средства (AGV), позволяет создать единую экосистему предприятия. Специализируясь на разработке настраиваемых решений для пищевой промышленности, «Шанхай Цзяньин» обеспечивает высокую надежность оборудования и простоту его интеграции с существующими ИТ-системами. ISO-сертифицированная продукция компании гарантирует соответствие международным стандартам, что делает её надежным партнером для индустриальных предприятий, стремящихся к оптимизации процессов и повышению производительности.
Использование частотно-регулируемых приводов (ЧРП) стало стандартом де-факто для плавного пуска и точного дозирования. ЧРП позволяет не только экономить электроэнергию, но и бережно относиться к механическим узлам насоса, исключая гидроудары при старте и останове. Кроме того, современные приводы могут передавать диагностические данные прямо на смартфон главного инженера, предупреждая о вибрации подшипников или перегреве обмоток задолго до поломки. Это переход от планово-предупредительных ремонтов к обслуживанию по фактическому состоянию.
При заказе системы обязательно уточните протоколы связи, которые поддерживает оборудование (Modbus RTU, Profinet, Ethernet/IP). Несовместимость протоколов — частая причина задержек при пусконаладке. Мы настоятельно рекомендуем выбирать поставщиков, которые предлагают не просто «железо», а готовое решение с предустановленной логикой управления. Это сокращает время ввода в эксплуатацию с нескольких недель до нескольких дней. Также убедитесь, что панель оператора (HMI) имеет интуитивно понятный интерфейс на русском языке, чтобы персонал мог быстро реагировать на изменения технологического процесса.
Типичные ошибки при монтаже и эксплуатации
Даже самое дорогое оборудование выйдет из строя prematurely, если монтаж выполнен с нарушениями. Самая распространенная ошибка — отсутствие компенсаторов вибрации и правильных опор для трубопроводов. Насос не должен висеть на трубах, и трубы не должны давить на патрубки насоса своим весом. Это приводит к перекосу валов и быстрому износу торцевых уплотнений. Мы видели случаи, когда из-за отсутствия виброкомпенсаторов трещины в корпусе насоса появлялись уже через полгода эксплуатации.
Вторая критическая ошибка — неправильная организация слива системы. В пищевом производстве принцип «самодренажа» (self-draining) обязателен. Трубопроводы должны быть смонтированы с уклоном не менее 1-2 см на 1 метр погонный в сторону слива. Если в системе остаются «карманы», где застаивается жидкость, там неизбежно начнется бактериологический рост, который никакая мойка не устранит полностью. При приемке работ используйте уровень и проверяйте геометрию трассы. Также обратите внимание на запорную арматуру: все краны должны быть диафрагменными или шаровыми с полным проходом, чтобы не создавать препятствий для потока и мойки.
Третья проблема — игнорирование требований к электропитанию. Скачки напряжения в промышленных сетях — обычное дело. Установка стабилизаторов или фильтров гармоник для чувствительной электроники насосов — это не лишняя трата, а необходимость. В нашей практике отказ частотного преобразователя из-за помех в сети случался чаще, чем механическая поломка насоса. Потратьте время на аудит электросети перед подключением нового оборудования.
Экономическая эффективность и расчет совокупной стоимости владения (TCO)
Цена покупки оборудования составляет лишь 20-30% от его совокупной стоимости владения (Total Cost of Ownership). Остальные расходы приходятся на электроэнергию, обслуживание, ремонт и простои. Дешевый насос может стоить в два раза меньше брендового аналога, но потреблять на 15% больше энергии и требовать замены уплотнений каждые 3 месяца вместо года. За 5 лет эксплуатации разница в затратах может достигать 300-400% в пользу качественного оборудования. Мы проводили аудит для клиента в Краснодарском крае, который заменил парк дешевых насосов на энергоэффективные модели. Инвестиции окупились за 11 месяцев только за счет экономии электричества, не считая снижения затрат на ремонт.
Важным фактором является доступность запасных частей. Покупая экзотическое оборудование малоизвестного бренда, вы рискуете остаться один на один с проблемой при поломке уникального узла. Срок поставки запчасти из Китая или Европы может составлять от 4 до 12 недель. Для пищевого производства простой линии на такой срок катастрофичен. Выбирайте системы, компоненты к которым есть в наличии на складах дистрибьюторов в России или могут быть доставлены в течение 3-5 дней. Наличие сервисной службы у поставщика, способной выехать на объект в течение 24 часов, должно быть одним из ключевых критериев выбора.
Также учитывайте стоимость владения с точки зрения гигиены. Система, которую сложно разобрать и помыть вручную (если автоматическая мойка не предусмотрена), будет накапливать биопленку. Это приведет к порче партий продукта и возможным штрафам от надзорных органов. Стоимость одной забракованной партии йогурта или сока может превысить годовую экономию на покупке «бюджетного» оборудования. Поэтому при расчете TCO обязательно включайте риски брака и репутационные потери.
Сертификация и соответствие нормам ЕАЭС
Работа на рынке России и стран Таможенного союза невозможна без правильного оформления разрешительной документации. Любая система подачи жидкостей для пищевой промышленности должна иметь Декларацию о соответствии ТР ТС 010/2011 «О безопасности машин и оборудования» и ТР ТС 021/2011. Отсутствие этих документов делает эксплуатацию оборудования незаконной и влечет за собой серьезные штрафы при проверках Роспотребнадзора. Более того, без сертификатов EAC вы не сможете пройти аудит крупных торговых сетей, если планируете поставлять им свою продукцию.
При импорте оборудования обратите внимание на страну происхождения и наличие прямых договоров с заводами-изготовителями. Рынок наводнен контрафактом, когда под видом европейского бренда продается продукция сомнительного качества. Требуйте у поставщика оригиналы сертификатов и проверьте их действительность в реестре Росаккредитации. Также важным аспектом является соответствие экологическим нормам: упаковка, смазочные материалы и сами компоненты системы не должны выделять токсичных веществ.
Мы рекомендуем включать пункт о предоставлении полного пакета документов в договор поставки как обязательное условие оплаты. Это дисциплинирует поставщика и защищает ваши интересы. Если поставщик уклоняется от предоставления сертификатов или предлагает «решить вопрос потом», это красный флаг, сигнализирующий о возможных проблемах с качеством и легальностью товара. Надежный партнер всегда готов подтвердить соответствие своей продукции всем действующим стандартам.
Практические шаги по модернизации существующих линий
Если ваша производственная линия морально устарела, не обязательно менять её полностью. Часто достаточно точечной модернизации ключевых узлов. Начните с аудита текущей системы: замерьте реальные параметры потока, давления и температуры. Сравните их с проектными значениями. Часто оказывается, что старые насосы работают с перегрузкой или, наоборот, вхолостую. Замена только насосных агрегатов и запорной арматуры на современные модели может повысить производительность линии на 20-30% без капитального строительства.
Второй шаг — внедрение элементов автоматизации. Установка датчиков давления и расхода с выводом данных на локальный дисплей позволит операторам контролировать процесс точнее. Третий шаг — оптимизация схемы трубопроводов. Устранение лишних колен, сужений и тупиков улучшит гидравлику и облегчит мойку. Мы реализовали проект модернизации на сыроварне, где замена трех участков труб и установка двух новых насосов позволила увеличить скорость заполнения форм на 40%, что напрямую повлияло на объем выпускаемой продукции.
Планируйте модернизацию поэтапно, чтобы не останавливать производство целиком. Начните с самого узкого места (bottleneck) технологической цепочки. Это даст быстрый экономический эффект и высвободит средства для следующих этапов. Не забывайте обучать персонал работе с новым оборудованием. Даже самая совершенная система бесполезна, если оператор не знает правил её эксплуатации и обслуживания.
Заключение и рекомендации по выбору поставщика
Подводя итог, можно сказать, что грамотный выбор системы подачи жидкостей для пищевой промышленности требует комплексного подхода, учитывающего технические, экономические и юридические аспекты. Не стремитесь сэкономить на этапе закупки, так как это почти гарантированно приведет к убыткам в процессе эксплуатации. Ориентируйтесь на поставщиков с многолетним опытом работы в пищевом секторе, собственной сервисной службой и прозрачной документацией. Ваш партнер должен выступать в роли консультанта, помогая подобрать оптимальное решение, а не просто продавца коробок.
Обращайте внимание на готовые кейсы и отзывы реальных клиентов. Попросите показать объекты, где установлено предлагаемое оборудование, и пообщайтесь с главными инженерами этих предприятий. Личный опыт эксплуатации часто говорит больше, чем любые рекламные брошюры. Помните, что надежность вашей линии — это залог качества вашего продукта и доверия потребителей.
Если вы стоите перед выбором оборудования или планируете модернизацию производства, не оставляйте этот вопрос на самотек. Профессиональный инженерный расчет и подбор компонентов могут спасти ваш бюджет и нервы. Свяжитесь с нами сегодня для получения бесплатной консультации и предварительного технико-коммерческого предложения. Наши специалисты готовы провести аудит вашей текущей ситуации и предложить решение, которое будет работать эффективно долгие годы. Мы также рекомендуем ознакомиться с нашим каталогом пищевых насосов, где представлены проверенные модели с полным описанием характеристик и сертификатами.