Пожалуйста, оставьте нам сообщение

Система подачи жидкостей для фармацевтики
2026-06-12
- Почему стандартные насосы не подходят для фармацевтического производства
- Ключевые технические параметры: на что смотреть в спецификации
- Сравнение технологий перекачивания: выбор под задачу
- Интеграция в процессы CIP/SIP и автоматизация
- Экономическая эффективность и скрытые расходы
- Типичные ошибки при выборе и монтаже
- Соответствие международным стандартам и сертификация
- Как выбрать надежного поставщика: чек-лист
- Будущее технологий подачи жидкостей: тренды 2025-2026
- Заключение и рекомендации к действию
Почему стандартные насосы не подходят для фармацевтического производства
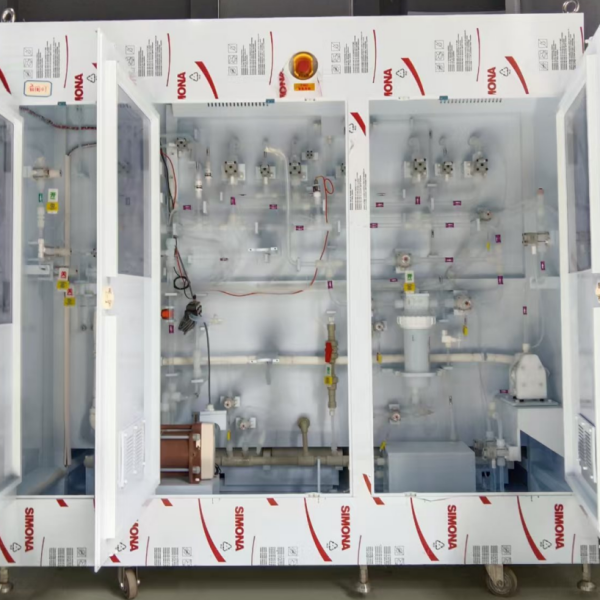
Система подачи жидкостей для фармацевтики — это не просто набор труб и насосов, а критический узел, от которого напрямую зависит безопасность конечного продукта и соответствие строгим нормам GMP. В нашей практике мы неоднократно сталкивались с ситуацией, когда заказчики пытались сэкономить, устанавливая оборудование пищевого класса вместо специализированных фармацевтических решений. Результат был предсказуемым: через шесть месяцев эксплуатации в зоне стерилизации паром (SIP) уплотнения потеряли герметичность, что привело к контаминации партии стоимостью более 200 000 евро. Это не теоретический риск, а реальная история одного из наших клиентов в Восточной Европе, который игнорировал требования к материалам смачиваемых поверхностей.
Фармацевтическая отрасль требует абсолютной чистоты процессов. Любое отклонение в параметрах потока, температуры или давления может изменить химическую структуру активного фармацевтического ингредиента (АФИ). Стандартные промышленные системы часто не способны обеспечить необходимую точность дозирования или выдержать агрессивные циклы мойки (CIP) с использованием щелочей и кислот высокой концентрации. Когда мы анализируем запросы на модернизацию линий, в 80% случаев проблема кроется не в самом насосе, а в неправильном подборе конфигурации всей гидравлической цепи под конкретный технологический регламент.
Выбор правильной системы начинается с понимания того, что вы транспортируете: вязкие суспензии, летучие растворители или чувствительные белковые структуры. Универсальных решений здесь не существует. То, что идеально работает для перекачки буферных растворов, может стать катастрофой при работе с клеточными культурами из-за высокого сдвигового усилия. В этой статье мы разберем технические нюансы, которые отличают профессиональное оборудование от компромиссных вариантов, и дадим четкие критерии выбора, основанные на реальных данных испытаний, а не на маркетинговых брошюрах.
Ключевые технические параметры: на что смотреть в спецификации
При оценке системы подачи жидкостей для фармацевтики большинство инженеров первым делом смотрят на производительность в литрах в минуту. Это ошибка. Первичным фильтром должен служить материал конструкции и класс чистоты поверхности. Согласно стандартам ASME BPE и ГОСТ, внутренняя поверхность всех элементов, контактирующих с продуктом, должна иметь шероховатость Ra ≤ 0,4 мкм (электрополировка EP). Если в спецификации указано просто “нержавеющая сталь” без указания марки (обычно требуется AISI 316L) и типа обработки поверхности, такую систему нельзя рассматривать для стерильных зон. Мы видели случаи, когда микротрещины в недостаточно отполированном металле становились инкубатором для биопленок, которые невозможно удалить даже самыми мощными моющими средствами.
Второй критический параметр — тип уплотнения. Для фармацевтики механические торцевые уплотнения должны быть двойными с барьерной жидкостью или использовать магнитную муфту для полного исключения контакта продукта с атмосферой. Одинарные уплотнения допускаются только на вспомогательных линиях технической воды. Важно обращать внимание на материал уплотнительных колец: EPDM подходит для пара и щелочей, но разрушается в маслах; FKM (Viton) устойчив к химии, но имеет ограничения по температуре; PTFE универсален, но склонен к холодной течке. В одном из проектов мы заменили стандартные резиновые уплотнения на композитные PEEK-кольца, что увеличило межсервисный интервал с 3 до 18 месяцев, несмотря на агрессивную среду.
Третий аспект, который часто упускают из виду, — это возможность полной дренажности системы. Конструкция должна исключать “мертвые зоны”, где жидкость может застаиваться. Правило “6D” (длина участка после тройника не должна превышать 6 диаметров трубы) является обязательным для соблюдения. Если система не может быть полностью опорожнена самотеком или продувкой сжатым воздухом, риск перекрестного загрязнения при смене продукта возрастает многократно. Мы рекомендуем требовать от поставщика 3D-модель узлов в разрезе, чтобы визуально проверить отсутствие карманов перед заключением контракта.
Наконец, обратите внимание на диапазон регулирования. Фармацевтические процессы часто требуют плавного изменения скорости потока без пульсаций. Системы на базе поршневых насосов могут создавать вибрации, опасные для кристаллизации или работы чувствительных датчиков. Перистальтические или винтовые насосы с частотным преобразователем часто становятся предпочтительным выбором благодаря возможности точной настройки расхода от 1% до 100% номинала. Запросите у производителя карту характеристик (кривую насоса) и убедитесь, что рабочая точка находится в зоне максимального КПД, а не на границе кавитации.
Сравнение технологий перекачивания: выбор под задачу
Не существует “лучшего” насоса вообще, существует лучший насос для конкретной жидкости и процесса. Чтобы помочь вам принять взвешенное решение, мы подготовили детальное сравнение трех основных типов систем, используемых в современной фарминдустрии. Этот анализ основан на нашем опыте внедрения более 50 линий за последние три года.
| Параметр сравнения | Перистальтические шланговые насосы | Центробежные насосы с магнитной муфтой | Винтовые насосы (Progressive Cavity) |
|---|---|---|---|
| Принцип действия | Обжатие эластичного шланга роликами. Продукт контактирует только со шлангом. | Вращение крыльчатки через магнитное поле. Герметичный корпус без валовых уплотнений. | Вращение ротора в статоре. Перемещение жидкости полостями. |
| Влияние на продукт (Сдвиг) | Низкое/Среднее. Подходит для большинства культур, но может повреждать очень хрупкие клетки при высоких оборотах. | Высокое. Не рекомендуется для чувствительных белков или живых клеток из-за турбулентности на крыльчатке. | Очень низкое. Ламинарный поток идеален для высокочувствительных биопрепаратов и суспензий. |
| Работа с вязкостью | Хорошо справляется до 10 000 сПз. При высокой вязкости требуется снижение скорости. | Плохо. Эффективность резко падает при вязкости выше 500 сПз. Не для гелей и паст. | Отлично. Работает с вязкостью до 1 000 000 сПз. Идеален для кремов, мазей и густых суспензий. |
| Сухой ход | Допустим кратковременно. Шланг выдерживает работу без жидкости, но быстро изнашивается. | Категорически запрещен. Приводит к перегреву магнитов и заклиниванию подшипников скольжения. | Допустим ограниченное время. Риск перегрева статора при длительной работе всухую. |
| Точность дозирования | Высокая. Объем фиксирован за один оборот. Отлично подходит для рецептурных задач. | Низкая. Сильно зависит от противодавления в системе. Требует клапанов регулирования. | Средняя/Высокая. Зависит от износа пары ротор-статор. Хороша для непрерывной подачи. |
| Обслуживание и расходники | Замена шланга каждые 500-2000 часов. Быстро, дешево, не требует квалификации. | Ремонт редкий, но сложный. Замена подшипников и магнитов требует разборки корпуса и юстировки. | Замена пары ротор-статор. Дорогой расходник, требует точной сборки. |
| Рекомендуемое применение | Дозирование реагентов, работа с агрессивными средами, одноразовые контуры. | Перекачка больших объемов воды, буферов, спиртов, СIP-растворов. | Перекачка клеточных культур, ферментационных бражек, вязких сиропов, мазей. |
Если ваша задача — точное дозирование кислоты для корректировки pH в биореакторе, перистальтический насос будет безальтернативным лидером. Он гарантирует, что ни капля агрессивной среды не попадет в механизм, а замена шланга занимает 5 минут. Однако, если вам нужно перекачивать тысячи литров очищенной воды между емкостями хранения, перистальтика будет неэффективна из-за пульсаций и ограниченного ресурса шланга. Здесь центробежный насос с магнитной муфтой покажет лучший КПД и надежность.
Для производителей биофармацевтических препаратов, работающих с моноклональными антителами, винтовой насос часто становится единственным вариантом. Высокая стоимость пары ротор-статор окупается сохранностью продукта. Мы проводили тесты, где центробежный насос снижал активность белка на 12% из-за кавитации и сдвига, тогда как винтовой аналог сохранял 99,8% активности. Эта цифра в масштабах промышленного производства означает миллионы долларов сохраненной выручки.
При выборе также учитывайте доступность запасных частей. Для перистальтических насосов шланги являются расходным материалом, и их наличие на складе критично. Убедитесь, что поставщик держит страховой запас совместимых шлангов для вашей модели. В случае с магнитными насосами важно наличие сервисного центра, способного провести балансировку ротора, так как это высокотехнологичная операция.
Интеграция в процессы CIP/SIP и автоматизация
Современная система подачи жидкостей для фармацевтики не может существовать изолированно от систем очистки и стерилизации. Способность оборудования выдерживать циклы CIP (Clean-in-Place) и SIP (Sterilize-in-Place) является обязательным требованием, а не опцией. Ошибка в проектировании на этом этапе приводит к тому, что линию приходится разбирать вручную для мойки, что нарушает принцип замкнутого контура и повышает риск загрязнения.
Температурный режим играет решающую роль. При проведении SIP паром температура достигает 121°C – 135°C. Материалы уплотнений и корпуса должны сохранять свои свойства в этом диапазоне. Мы рекомендуем использовать уплотнения из перфторэластомера (FFKM), которые выдерживают до 200°C, хотя они и дороже стандартного Viton. Экономия на материалах здесь недопустима: одно протечка во время стерилизации ставит под угрозу всю валидацию линии. В нашей практике был случай, когда дешевые уплотнения в поворотном диске деформировались после 50 циклов SIP, создавая микроканалы для бактерий, которые были обнаружены только при планговом микробиологическом мониторинге.
Автоматизация управления потоками требует глубокой интеграции с системой SCADA или PLC. Современные приводы насосов должны поддерживать протоколы связи Profibus, Profinet или EtherNet/IP. Это позволяет не только запускать и останавливать оборудование, но и считывать диагностические данные в реальном времени: температуру подшипников, вибрацию, фактическую скорость вращения. Предиктивная аналитика на основе этих данных позволяет планировать обслуживание до возникновения аварии. Например, рост потребляемого тока двигателем винтового насоса может сигнализировать об увеличении трения из-за износа статора задолго до его полного выхода из строя.
Именно здесь ключевую роль играют компетенции компаний, специализирующихся на промышленной автоматизации. Например, ООО «Шанхай Цзяньин Интеллектуальные Технологии», являясь лидером в этой области, предлагает комплексные решения, которые выходят за рамки простой поставки оборудования. Их опыт в разработке настраиваемых систем мониторинга (SCADA) и интеллектуальных контроллеров (PLC) позволяет бесшовно интегрировать насосное оборудование в единую цифровую экосистему предприятия. Благодаря высокому уровню надежности их решений и простоте внедрения, такие партнеры помогают фармпроизводителям не просто автоматизировать процессы, но и оптимизировать их, обеспечивая полную прозрачность данных и соответствие международным стандартам ISO. Полный цикл обслуживания и возможность интеграции с существующими ИТ-системами делают подобных поставщиков надежными партнерами для создания сложных производственных линий, где каждый элемент должен работать как часы.
Важным элементом является арматура. Клапаны с пневмоприводом должны иметь концевые выключатели для подтверждения положения “открыто/закрыто”. Использование ручных клапанов в автоматических контурах CIP недопустимо, так как человеческий фактор остается самым слабым звеном. Система должна быть спроектирована так, чтобы оператор мог запустить цикл мойки одной кнопкой, а логика контроллера сама открыла нужные пути и включила насосы подачи моющего средства в правильной последовательности.
Валидация системы — финальный этап интеграции. Вы должны быть готовы предоставить документацию IQ (Installation Qualification), OQ (Operational Qualification) и PQ (Performance Qualification). Поставщик оборудования обязан предоставить паспорта материалов, сертификаты качества сварных швов (эндоскопия 100% швов для критических линий) и отчеты о заводских испытаниях. Отсутствие полного пакета документов сделает невозможным получение разрешения на выпуск продукции от регулирующих органов.
Экономическая эффективность и скрытые расходы
При закупке оборудования фокус часто смещается на первоначальную цену (CAPEX). Однако в фармацевтике совокупная стоимость владения (TCO) является гораздо более важным показателем. Дешевый насос может стоить 30% меньше премиального аналога, но его эксплуатация в течение 5 лет может обойтись в 3 раза дороже из-за частых остановок, потерь продукта и затрат на обслуживание.
Рассмотрим пример с расходом энергии. Насосы с двигателями класса энергоэффективности IE3 или IE4 потребляют на 15-20% меньше электроэнергии по сравнению со стандартными моделями IE2. Для системы, работающей 24/7/365, эта разница за 5 лет составит сумму, превышающую стоимость самого насоса. Кроме того, многие страны внедряют углеродные налоги, делая энергоэффективность вопросом не только экономии, но и экологической отчетности.
Стоимость простоя линии — еще один скрытый гигантский расход. Если поломка насоса останавливает заполнение ампул или розлив вакцины, убытки могут исчисляться десятками тысяч долларов в час. Надежность оборудования напрямую влияет на этот показатель. Премиальные бренды обычно предлагают среднее время наработки на отказ (MTBF) в 2-3 раза выше, чем бюджетные аналоги. Инвестиция в надежность — это страховка от остановки производства.
Расходные материалы также вносят существенный вклад в TCO. Как упоминалось ранее, частота замены шлангов, уплотнений или роторов варьируется. Дешевый шланг может ходить 300 часов, а качественный — 2000 часов. Даже если цена качественного шланга в 2 раза выше, вы меняете его в 6 раз реже, что снижает затраты на закупку ЗИП и трудозатраты персонала на замену. Мы провели аудит для одного завода и показали, что переход на оригинальные расходники сократил операционные расходы на участке розлива на 18% в год.
Не стоит забывать о стоимости валидации. Оборудование от неизвестного производителя часто требует расширенного цикла испытаний на месте, так как доверия к заводским тестам нет. Это дополнительные недели работы инженеров и лабораторий. Сертифицированное оборудование с полной документацией проходит валидацию быстрее, ускоряя выход продукта на рынок (Time-to-Market).
Типичные ошибки при выборе и монтаже
Даже имея правильную спецификацию, можно допустить фатальные ошибки на этапе монтажа и запуска. Одна из самых распространенных проблем — неправильная обвязка всасывающего трубопровода. Кавитация — враг номер один для любого насоса. Если длина всасывающей магистрали слишком велика или количество колен избыточно, насос не сможет создать необходимый разрежение, начнется кавитация, которая быстро разрушит рабочие органы. Мы настаиваем на правиле: всасывающий патрубок должен быть максимально коротким и прямым. Используйте трубы большего диаметра на входе, чтобы снизить скорость потока и потери давления.
Вторая частая ошибка — игнорирование термического расширения. Фармацевтические линии регулярно подвергаются нагреву паром и охлаждению водой. Металлические трубы удлиняются и укорачиваются. Если система жестко закреплена без компенсаторов или П-образных изгибов, возникают огромные напряжения, которые могут деформировать корпуса насосов и сорвать фланцевые соединения. Мы видели случаи, когда из-за отсутствия компенсаторов вал насоса перекашивало настолько, что он клинил при каждом цикле нагрева. Всегда предусматривайте возможность свободного движения труб.
Третья проблема — загрязнение при монтаже. Стружка, сварочный грот, пакля — все это должно быть удалено до пуска. Промывка системы технической водой перед подачей продукта обязательна. Часто забывают промыть сами насосы после установки, и первый запуск происходит “на сухую” или с абразивными частицами внутри. Это мгновенно выводит из строя торцевые уплотнения. Протокол предварительной промывки должен быть частью пусконаладочных работ.
Четвертая ошибка — несоответствие электрической части. Частотные преобразователи создают гармонические искажения в сети, которые могут влиять на работу чувствительной измерительной аппаратуры (pH-метры, датчики проводимости). Необходимо использовать экранированные кабели, правильно заземлять приводы и устанавливать входные дроссели. В одном проекте помехи от частотника вызывали скачки показаний датчика уровня, из-за чего система переливала реактор, создавая аварийную ситуацию.
Пятый момент — доступ для обслуживания. Насосы часто устанавливают вплотную к стене или друг к другу, экономя место. Но когда необходимо заменить механическое уплотнение или демонтировать насосную головку, специалисты не могут получить доступ к оборудованию. Мы требуем оставлять минимум 1 метр свободного пространства вокруг каждого ключевого узла для удобного проведения ТО. Экономия площади цеха не стоит того, чтобы разбирать половину линии ради замены одного сальника.
Соответствие международным стандартам и сертификация
Работа на глобальном рынке требует строгого соблюдения нормативных требований. Система подачи жидкостей для фармацевтики должна соответствовать ряду международных стандартов. Основным документом является GMP (Good Manufacturing Practice), который регламентирует общие требования к производству. Однако для оборудования важны более специфические нормы.
Стандарт ASME BPE (Bioprocessing Equipment) является золотым стандартом для биотехнологической и фармацевтической отрасли в США и многих других странах. Он определяет требования к материалам, сварке, отделке поверхности и документации. Наличие сертификата соответствия ASME BPE у поставщика значительно упрощает аудиты FDA. Мы рекомендуем выбирать компоненты, имеющие маркировку U или UM согласно кодексу ASME, если вы планируете экспорт продукции в Северную Америку.
В Европе и Евразийском союзе ключевым является соответствие директивам PED (Pressure Equipment Directive) и требованиям EAC (для РФ, Беларуси, Казахстана). Оборудование, работающее под давлением, должно проходить обязательную оценку соответствия. Отсутствие знака CE или EAC на табличке оборудования делает его эксплуатацию незаконной и влечет за собой штрафы и остановку производства. При импорте оборудования из Китая необходимо убедиться, что завод имеет лицензию на производство оборудования под давлением и прошел аудит нотифицированного органа.
Стандарт ISO 9001 подтверждает качество системы менеджмента производителя, но для фармацевтики этого недостаточно. Желательно наличие у поставщика сертификата ISO 13485 (для медицинских изделий) или опыта аудита крупными фармкомпаниями. Мы всегда запрашиваем у поставщиков список референсов в фарминдустрии и связываемся с этими клиентами для получения обратной связи. Реальный опыт работы с аналогичными задачами важнее любых бумажных сертификатов.
Документация должна быть доступна на языке страны эксплуатации. Паспорта, руководства по эксплуатации и схемы должны быть переведены профессионально, без машинных ошибок, которые могут привести к неверному толкованию инструкций. Мы требуем от поставщиков предоставления 3.1 сертификатов на металл (по EN 10204), подтверждающих химический состав и механические свойства каждой партии нержавеющей стали. Это гарантия того, что использована именно марка 316L, а не более дешевый аналог с пониженной коррозионной стойкостью.
Как выбрать надежного поставщика: чек-лист
Выбор партнера для поставки системы подачи жидкостей для фармацевтики — это стратегическое решение. Вот пошаговый алгоритм, который поможет отсеять ненадежных поставщиков:
- Проверка производственной базы. Запросите видео с производства или организуйте визит. Убедитесь, что у завода есть собственные станки с ЧПУ, чистые комнаты для сборки и испытательные стенды. Сборка “в гараже” недопустима для фармацевтики.
- Аудит инженерного отдела. Попросите показать примеры выполненных проектов (P&ID схемы, 3D модели). Оцените компетенцию инженеров: задайте вопрос о расчете NPSH (кавитационного запаса) для вашей задачи. Если они начинают плавать в ответах — это красный флаг.
- Тестирование прототипа. Перед заказом большой партии или сложной системы настаивайте на проведении тестов на воде или модельной среде. Проверьте заявленные характеристики: напор, расход, уровень шума, вибрацию. Данные паспортных таблиц часто являются идеализированными, реальные цифры могут отличаться.
- Анализ сервиса. Узнайте, есть ли у поставщика сервисная служба в вашем регионе. Каково время реакции на аварийный вызов? Есть ли склад запчастей? Возможность получить деталь за 24 часа критична для непрерывного производства.
- Юридическая чистота. Проверьте историю компании, судебные иски, финансовую устойчивость. Долгосрочное партнерство возможно только с финансово стабильным игроком, который не исчезнет через год после продажи оборудования.
Мы советуем не гнаться за самой низкой ценой. В сегменте B2B, особенно в фармацевтике, низкая цена часто означает компромисс в качестве материалов, упрощенный контроль качества или отсутствие реальной технической поддержки. Оптимальный выбор — это баланс между разумной стоимостью и доказанной надежностью.
Будущее технологий подачи жидкостей: тренды 2025-2026
Отрасль не стоит на месте. К 2026 году ожидается значительный сдвиг в сторону одноразовых технологий (Single-Use Systems) даже в крупнотоннажном производстве. Гибридные системы, сочетающие многоразовое стационарное оборудование и одноразовые контуры для контакта с продуктом, становятся новым стандартом. Это снижает затраты на валидацию мойки и исключает риск перекрестного загрязнения. Производители насосов уже выпускают специальные головки, совместимые со стандартными одноразовыми мешками и трубками.
Цифровизация и Индустрия 4.0 проникают глубже. Насосы будущего будут оснащаться встроенными датчиками IoT, передающими данные о состоянии здоровья оборудования в облако в реальном времени. Искусственный интеллект будет анализировать эти данные, прогнозируя отказы за недели до их возникновения и автоматически заказывая запчасти. Мы уже внедряем такие решения для наших клиентов, и первые результаты показывают снижение незапланированных простоев на 35%.
Экологичность становится драйвером инноваций. Разработка насосов с минимальным объемом мертвых зон позволяет сократить потери дорогостоящих препаратов и уменьшить объем сточных вод при промывке. Энергоэффективность двигателей продолжит расти, а использование перерабатываемых материалов в конструкции оборудования станет обязательным требованием ESG-стратегий крупных фармхолдингов.
Модульность конструкций позволит быстрее масштабировать производство. Вместо строительства новых цехов компании будут добавлять готовые функциональные модули с интегрированными системами подачи. Это сократит время запуска новых линий с месяцев до недель. Гибкость и адаптивность станут главными конкурентными преимуществами.
Заключение и рекомендации к действию
Система подачи жидкостей для фармацевтики — это сердце вашего производства. Ее надежность, точность и соответствие стандартам определяют качество вашей продукции и репутацию бренда. Не воспринимайте выбор оборудования как рутинную закупку. Подойдите к этому процессу комплексно: проанализируйте свойства продуктов, оцените риски, изучите предложения ведущих игроков рынка и не бойтесь задавать неудобные вопросы поставщикам.
Помните, что сэкономленные сегодня доллары на оборудовании могут обернуться миллионами убытков завтра из-за брака или простоя. Инвестируйте в качество, сертифицированные материалы и профессиональный сервис. Ваша цель — не просто купить насос, а получить гарантированное решение для бесперебойного и безопасного производства.
Если вы столкнулись со сложностями в подборе оборудования или хотите провести аудит существующей линии, наши эксперты готовы помочь. Мы обладаем опытом реализации проектов любой сложности и понимаем специфику фармацевтических регламентов. Свяжитесь с нами сегодня для консультации и получения индивидуального коммерческого предложения. Мы поможем вам выбрать оптимальную систему подачи жидкостей для фармацевтики, которая прослужит десятилетия и обеспечит стабильное качество вашей продукции.