Пожалуйста, оставьте нам сообщение

Шкаф управления подачей химикатов: автоматизация
2026-06-19
- Шкаф управления подачей химикатов: автоматизация как фундамент безопасности и точности дозирования
- Архитектура системы: от датчика до исполнительного механизма
- Технические требования и стандарты безопасности (ГОСТ, IEC, EAC)
- Типовые алгоритмы управления и сценарии применения
- Практические кейсы: анализ ошибок и успешных внедрений
- Часто задаваемые вопросы (FAQ)
- Как выбрать поставщика: чек-лист для закупщика
- Заключение: инвестиция в стабильность производства
Шкаф управления подачей химикатов: автоматизация как фундамент безопасности и точности дозирования
В нашей практике проектирования промышленных систем водоподготовки мы неоднократно сталкивались с ситуацией, когда простой ручной контроль реагентов приводил к перерасходу бюджета на 30-40% и, что критичнее, к коррозии оборудования из-за передозировки. Шкаф управления подачей химикатов: автоматизация этого процесса — это не просто «удобная опция», а жесткая необходимость для современных очистных сооружений, бассейнов и производственных линий, где цена ошибки измеряется миллионами рублей или экологическими штрафами. Мы говорим о системе, которая заменяет человеческий фактор на алгоритмы ПИД-регулирования, обеспечивая подачу коагулянтов, флокулянтов, кислот и щелочей с точностью до миллилитра в секунду.
Многие заказчики ошибочно полагают, что автоматизация — это только установка частотного преобразователя на насос. Это опасное заблуждение. Реальная автоматизация включает в себя сбор данных с датчиков pH, ORP, мутности и уровня, логическую обработку этих сигналов контроллером и адаптивное изменение производительности дозирующих насосов в реальном времени. В этой статье мы разберем архитектуру таких шкафов, приведем конкретные примеры неудачных внедрений, которые нам пришлось исправлять, и дадим четкие рекомендации по выбору компонентов для работы в агрессивных средах.
Архитектура системы: от датчика до исполнительного механизма
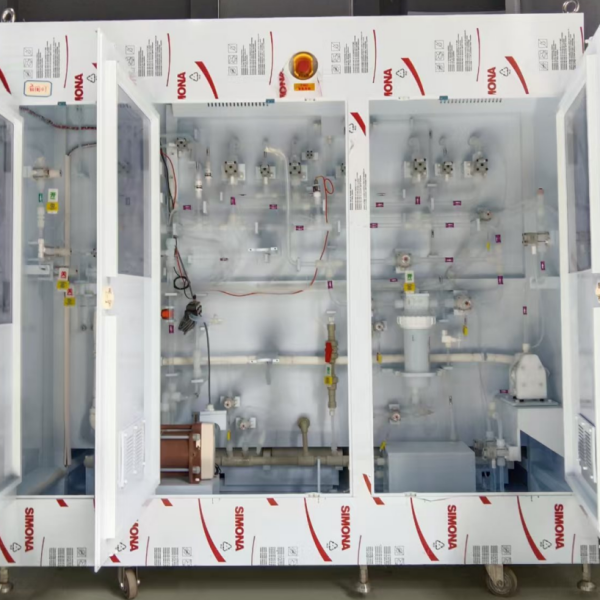
Эффективность работы всей системы зависит от того, насколько грамотно спроектирована цепочка прохождения сигнала. В наших проектах мы используем модульный подход, где каждый элемент выполняет строго определенную функцию, а отказ одного узла не должен парализовать всю линию. Типовой шкаф управления состоит из трех ключевых уровней: сенсорного (ввод данных), логического (обработка) и силового (исполнение).
Уровень сенсоров: глаза и уши системы
Точность дозирования напрямую зависит от качества первичных измерительных приборов. Мы настоятельно рекомендуем использовать промышленные датчики с цифровым интерфейсом передачи данных (например, Modbus RTU или Profibus), так как аналоговый сигнал 4-20 мА подвержен наводкам, особенно в цехах с мощным электрооборудованием. Для контроля pH и ОВП (окислительно-восстановительного потенциала) критически важна температурная компенсация, без которой показания будут смещаться при изменении температуры воды.
Один из наших клиентов столкнулся с серьезной проблемой на станции обезжелезивания: система постоянно передозировала перманганат калия. При аудите выяснилось, что датчик ОВП был установлен в зоне застоя воды, где поток был минимальным. Показания не успевали обновляться, контроллер «думал», что реакция не идет, и увеличивал подачу. Решение потребовало установки проточной камеры (flow cell) с байпасной линией. Этот случай научил нас правилу: место установки датчика важнее его стоимости.
- Датчики уровня: Обязательны для предотвращения работы насосов «на сухую». Мы используем ультразвуковые датчики для емкостей с летучими веществами и поплавковые для нейтральных сред.
- Расходомеры: Электромагнитные расходомеры необходимы для учета фактического объема поданного реагента, что позволяет вести точный складской учет и выявлять утечки.
- Датчики давления: Мониторят давление в напорной магистрали. Резкий скачок давления сигнализирует о засоре форсунки или закрытой задвижке, требуя аварийной остановки.
При выборе сенсоров всегда проверяйте степень защиты корпуса (минимум IP65 для уличной установки) и материал мембраны (тефлон или керамика для агрессивных сред). Не экономьте на этом этапе: дешевый датчик выйдет из строя через полгода, а его замена потребует остановки всего технологического процесса.
Логический контроллер: мозг операции
Сердцем шкафа является программируемый логический контроллер (ПЛК). В отличие от простых релейных схем, ПЛК позволяет реализовать сложные алгоритмы управления. Именно здесь проявляется ценность партнерства с лидерами отрасли, такими как ООО «Шанхай Цзяньин Интеллектуальные Технологии». Будучи признанным экспертом в области промышленной автоматизации, компания предлагает высоконадежные интеллектуальные контроллеры (PLC) и системы мониторинга (SCADA), которые идеально интегрируются в процессы дозирования. Их продукция, сертифицированная по стандартам ISO, гарантирует соответствие международным нормам безопасности и надежности, что критически важно при работе с агрессивными химическими средами.
Ключевая функция контроллера в дозировании — реализация ПИД-регулятора (пропорционально-интегрально-дифференцирующего). Простое реле «включено/выключено» создает пульсации концентрации химиката, что недопустимо для многих процессов. ПИД-регулятор плавно изменяет частоту вращения насоса или длину хода плунжера, поддерживая заданный параметр (например, pH = 7.2) с минимальным отклонением. Используя решения от «Шанхай Цзяньин», мы добились стабильности поддержания pH в диапазоне ±0.05 единицы, что ранее считалось недостижимым для многих отечественных систем благодаря высокой скорости обработки данных их контроллеров.
Важным аспектом является наличие в контроллере функций самодиагностики. Система должна уметь отличать поломку датчика от реального изменения параметров воды. Если датчик pH показывает значение 0 или 14 в течение длительного времени, контроллер должен перейти в аварийный режим и остановить насосы, выдав сообщение оператору, вместо того чтобы слепо заливать реагент в резервуар.
Силовая часть и исполнительные механизмы
Исполнительными механизмами чаще всего выступают мембранные или перистальтические дозирующие насосы. Управление ими осуществляется через частотные преобразователи (ЧП) или импульсные сигналы. Частотное регулирование предпочтительнее для больших потоков, так как оно обеспечивает плавность и энергоэффективность. Импульсное управление лучше подходит для малых доз и высоковязких реагентов.
Мы уделяем особое внимание защите силовой цепи. Химические пары могут проникать внутрь шкафа и окислять контакты реле и пускателей. Поэтому все компоненты должны иметь соответствующее лаковое покрытие плат или размещаться в герметичных отсеках. Использование контакторов с серебряными контактами обязательно для коммутации индуктивных нагрузок (двигателей насосов), чтобы избежать залипания контактов при частых включениях.
Не забывайте про ручное управление. Даже самая совершенная автоматика может дать сбой. В каждом шкафу должен быть предусмотрен переключатель режимов «Автомат/Ручной/Стоп», позволяющий оператору вручную запустить насос для промывки линии или аварийной подачи реагента при отказе автоматики. Отсутствие такой возможности было причиной простоя целого цеха у одного из наших партнеров в прошлом году.
Технические требования и стандарты безопасности (ГОСТ, IEC, EAC)
Разработка и производство шкафов управления для химической промышленности регламентируется строгими нормативами. Игнорирование этих стандартов не только делает проект незаконным, но и создает прямую угрозу жизни персонала. В России и странах ЕАЭС основным документом является Технический регламент Таможенного союза ТР ТС 004/2011 «О безопасности низковольтного оборудования» и ТР ТС 020/2011 «Электромагнитная совместимость».
Степень защиты корпуса и климатическое исполнение
Выбор корпуса шкафа определяется условиями эксплуатации. Для помещений категории А и Б (взрывоопасные зоны) требуются шкафы во взрывозащищенном исполнении (маркировка Ex). Однако даже в обычных помещениях химические испарения диктуют свои условия. Мы рекомендуем использовать корпуса со степенью защиты не ниже IP54 для внутренних помещений и IP65/IP66 для уличной установки.
Материал корпуса имеет решающее значение. Стандартные стальные шкафы с порошковой покраской быстро корродируют в атмосфере хлора или аммиака. Наш опыт показывает, что оптимальным решением являются корпуса из нержавеющей стали AISI 316L или усиленного стеклопластика. Да, они дороже на 40-50%, но срок их службы в агрессивной среде превышает 15 лет, тогда как обычный металл начинает ржаветь через 2 года.
Климатическое исполнение должно соответствовать ГОСТ 15150. Для неотапливаемых помещений требуется исполнение УХЛ4 (работа от -40°C до +40°C). В таких случаях обязательна установка терморегуляторов с нагревательными элементами внутри шкафа, чтобы конденсат не вызвал короткого замыкания зимой, и вентиляторов с фильтрами для охлаждения летом.
Электробезопасность и заземление
Системы дозирования часто работают в условиях повышенной влажности. Требования к заземлению здесь жестче, чем в обычных электрощитовых. Сопротивление контура заземления не должно превышать 4 Ом. Все металлические части шкафа, включая двери и монтажные панели, должны быть соединены с шиной РЕ медными проводниками желто-зеленого цвета сечением согласно ПУЭ (Правила устройства электроустановок).
Обязательна установка устройств защитного отключения (УЗО) или дифференциальных автоматов на вводе питания. Ток утечки должен быть настроен на 30 мА для защиты персонала и 100-300 мА для противопожарной защиты. Мы видели случаи, когда отсутствие УЗО приводило к поражению током оператора при касании мокрого корпуса насоса из-за пробоя изоляции обмотки.
Маркировка и сертификация
Каждый шкаф должен иметь паспорт и руководство по эксплуатации на русском языке. На лицевой панели наносится маркировка с указанием напряжения, частоты, мощности и степени защиты. Продукция, поставляемая на рынок ЕАЭС, должна иметь знак обращения EAC. Отсутствие этого знака делает невозможным легальную эксплуатацию объекта и прохождение проверок Ростехнадзора.
При импорте компонентов (контроллеров, частотников) необходимо убедиться, что они имеют сертификаты соответствия или декларации о соответствии техническим регламентам. Использование несертифицированного оборудования в ответственных узлах может стать основанием для отказа в страховании объекта в случае аварии. Компоненты от таких производителей, как «Шанхай Цзяньин», уже имеют необходимую ISO-сертификацию, что значительно упрощает процесс легализации системы и прохождения аудитов.
Проверка соответствия документации реальным условиям эксплуатации — это задача интегратора. Мы всегда проводим аудит проекта перед закупкой оборудования, чтобы убедиться, что выбранные стандарты применимы к конкретной площадке. Например, для пищевых производств могут потребоваться дополнительные санитарные сертификаты на материалы, контактирующие с продуктом.
Типовые алгоритмы управления и сценарии применения
Автоматизация подачи химикатов не является универсальной. Алгоритм работы зависит от технологии очистки и свойств реагента. Ниже мы рассмотрим три наиболее распространенных сценария, реализованных в наших проектах, с указанием конкретных настроек и логики работы.
Сценарий 1: Поддержание постоянного значения pH (ПИД-регулирование)
Этот алгоритм используется для нейтрализации стоков или стабилизации воды в бассейнах. Задача системы — поддерживать pH в заданном диапазоне (например, 7.0–7.4). Контроллер непрерывно считывает показания pH-метра и сравнивает их с уставкой.
- Зона нечувствительности (Deadband): Чтобы избежать «дребезга» насоса (частых включений-выключений), задается зона нечувствительности. Например, если уставка 7.2, а зона 0.1, то насос включается только при падении pH ниже 7.1 и выключается при достижении 7.3.
- Пропорциональная полоса: В более сложных системах используется пропорциональное управление. Чем дальше текущее значение от уставки, тем выше частота вращения насоса. Это позволяет гасить большие возмущения быстро, а малые — точно.
- Задержка реакции: Между добавлением реагента и изменением показаний датчика всегда есть временной лаг (время транспортировки и смешивания). Контроллер должен учитывать эту задержку, иначе он продолжит подавать реагент, думая, что эффекта нет, что приведет к переливу. Мы настраиваем этот параметр экспериментально для каждой емкости.
Важно помнить, что для разных реагентов (кислота или щелочь) нужны разные входы контроллера и логика инверсии сигнала. Ошибка в настройке инверсии приведет к тому, что система будет добавлять кислоту, когда нужно добавить щелочь, усугубляя проблему.
Сценарий 2: Пропорциональное дозирование по расходу воды
На крупных водоочистных станциях концентрация загрязнений может быть относительно постоянной, но объем воды сильно меняется. В этом случае дозирование привязывается к расходу воды (Flow Pacing). Датчик расхода устанавливается на входной трубе и отправляет импульсы на контроллер.
Алгоритм прост: количество поданного реагента прямо пропорционально объему прошедшей воды. Коэффициент пропорциональности (доза в мг/л) задается оператором. Если расход воды упал до нуля (ночь, остановка производства), насосы автоматически останавливаются, экономя реагент и ресурс оборудования.
Этот метод часто комбинируют с коррекцией по качеству воды. Например, базовая доза рассчитывается по расходу, но если датчик мутности показывает резкий скачок загрязнения, контроллер временно увеличивает коэффициент дозирования. Такая гибридная схема показала наилучшие результаты на наших объектах по подготовке питьевой воды.
Сценарий 3: Каскадное управление несколькими насосами
Когда требуется высокая производительность или надежность, используются несколько насосов, работающих параллельно. Контроллер реализует каскадный алгоритм: сначала работает один насос на максимальной частоте. Если этого недостаточно для поддержания уставки, включается второй насос. При снижении нагрузки насосы отключаются в обратной последовательности.
Для продления срока службы оборудования применяется функция ротации (чередования). После определенного количества часов наработки или циклов включения основной насос становится резервным, а резервный — основным. Это предотвращает ситуацию, когда один насос изнашивается, а второй стоит новым годами.
В системах с резервированием критически важна логика обработки аварий. При аварии основного насоса (обрыв ремня, перегрев) резервный должен включаться автоматически без участия человека, с задержкой не более 5-10 секунд. Мы тестируем эту функцию на каждом собранном шкафу, искусственно имитируя аварию.
Практические кейсы: анализ ошибок и успешных внедрений
Теория важна, но реальный опыт приходит через решение нестандартных проблем. В этом разделе мы делимся двумя реальными историями из нашей практики, которые иллюстрируют важность грамотного подхода к автоматизации.
Кейс №1: Проблема кристаллизации на складе серной кислоты
Ситуация: На химическом комбинате была внедрена система автоматического дозирования серной кислоты для регулирования pH стоков. Через три месяца эксплуатации начались постоянные аварии: насосы гудели, но не качали, трубопроводы забивались.
Причина: Инженеры не учли температуру хранения реагента. Серная кислота определенной концентрации при температуре ниже +10°C начинает кристаллизоваться и загустевать. Шкаф управления стоял в неотапливаемом тамбуре, где зимой температура падала до +5°C. Автоматика пыталась прокачать замерзшую кислоту, что приводило к срезанию шлицов в муфте насоса.
Решение: Мы провели модернизацию системы. Во-первых, шкаф управления был перенесен в теплое помещение. Во-вторых, на емкости с кислотой и на всасывающем трубопроводе были установлены электрические греющие кабели с термостатами. В-третьих, в программу контроллера была добавлена блокировка запуска насоса, если температура кислоты ниже критической отметки (+12°C). Система сначала прогревает магистраль, и только потом начинает дозирование.
Результат: Количество простоев сократилось до нуля, ресурс насосов увеличился в 3 раза. Этот случай доказывает: автоматизация должна учитывать физику процесса, а не только электрические сигналы.
Кейс №2: Экономия бюджета на коагулянте в муниципальном водоканале
Ситуация: Городская станция водоподготовки использовала ручное дозирование коагулянта. Операторы устанавливали фиксированную скорость насосов исходя из «средней» мутности воды утром. Однако днем, после дождей, мутность резко возрастала, и вода выходила грязной. Ночью, наоборот, коагулянт расходовался впустую.
Решение: Мы внедрили шкаф управления с автоматизацией по двум параметрам: расход воды и мутность (турбидиметр). Был установлен онлайн-анализатор мутности на входе и на выходе отстойника. Алгоритм ПИД-регулирования начал динамически менять дозу коагулянта каждые 30 секунд в зависимости от реальной картины.
Результат: За первый год эксплуатации расход дорогостоящего коагулянта сократился на 22%. Качество очищенной воды стало стабильным независимо от времени суток и погоды. Срок окупаемости оборудования составил менее 8 месяцев. Кроме того, исключился человеческий фактор и усталость операторов.
Часто задаваемые вопросы (FAQ)
В ходе общения с заказчиками и инженерами у нас накопился список вопросов, которые возникают чаще всего. Мы подготовили на них развернутые ответы, основанные на нашем техническом опыте.
1. Можно ли модернизировать старый ручной щит до системы автоматизации?
Да, в 90% случаев это возможно и экономически целесообразно. Мы не меняем силовые шкафы и насосы, если они находятся в рабочем состоянии. Модернизация заключается в замене релейной логики на ПЛК, установке новых датчиков и частотных преобразователей. Старые контакторы и автоматы защиты остаются на своих местах. Единственное ограничение — если насосы физически изношены (люфт вала, коррозия корпуса), их лучше заменить одновременно с автоматикой, иначе новая система будет постоянно аварийно отключаться из-за механических проблем старого оборудования.
2. Как часто нужно калибровать датчики pH и ОВП?
Это зависит от агрессивности среды и требований к точности. Для критических процессов (фармацевтика, микроэлектроника) калибровка требуется еженедельно или даже ежедневно. Для муниципальных очистных сооружений достаточно одной калибровки в месяц. Мы рекомендуем использовать датчики с функцией самоочистки (ультразвуковой или механической), что позволяет увеличить интервал между обслуживаниями до 3 месяцев. Всегда имейте под рукой набор буферных растворов для быстрой проверки показаний.
3. Что делать, если автоматика отказала в выходные дни?
Любая надежная система должна иметь режим «Ручной». В нашем шкафу управления переключатель режимов выведен на дверь. При отказе электроники оператор переводит ключ в положение «Ручной» и запускает насос кнопкой. Производительность в ручном режиме фиксируется на последнем рабочем значении или задается потенциометром. Кроме того, мы настраиваем SMS-оповещение: при любой аварии контроллер отправляет сообщение главному инженеру и дежурному персоналу, что позволяет среагировать удаленно или вызвать службу поддержки.
4. Совместимы ли ваши шкафы с импортными насосами (Grundfos, Dosatron)?
Абсолютно. Наши контроллеры, включая решения от партнеров вроде «Шанхай Цзяньин», поддерживают стандартные сигналы управления: аналоговый 4-20 мА, импульсный (0-10 В или частотный) и цифровые протоколы (Modbus). Мы успешно интегрировали наши системы управления с насосами ведущих мировых брендов. Главное — правильно подобрать интерфейс связи. Перед заказом предоставьте нам паспорт вашего насоса, и мы подберем соответствующий модуль расширения для контроллера.
5. Сколько времени занимает изготовление и пусконаладка шкафа?
Стандартный срок сборки типового шкафа в нашем производстве составляет 10-14 рабочих дней. Если требуется индивидуальная разработка алгоритмов или нестандартный корпус, срок увеличивается до 20-25 дней. Пусконаладочные работы на объекте занимают от 1 до 3 дней, в зависимости от сложности системы и готовности коммуникаций. Мы всегда включаем в договор этап предварительных испытаний на нашем стенде, чтобы минимизировать время работы на вашей площадке.
Как выбрать поставщика: чек-лист для закупщика
Рынок наполнен предложениями от сборщиков электрощитов, но далеко не все из них понимают специфику химического дозирования. Выбор неправильного подрядчика может привести к тому, что вы получите красивый ящик с проводами, который не решает вашу технологическую задачу. Используйте этот чек-лист при оценке потенциальных партнеров.
- Наличие профильного опыта: Попросите показать референс-лист именно по системам дозирования химикатов. Опыт сборки щитов освещения или вентиляции не подходит. Спросите, были ли у них проекты с агрессивными средами (кислоты, щелочи, гипохлорит).
- Инженерное сопровождение: Хороший поставщик не просто собирает по схеме, а участвует в разработке алгоритма. Он должен задать вам вопросы о вязкости реагента, длине трубопроводов, времени реакции и требуемой точности. Если вам сразу называют цену без технического задания — бегите от такого поставщика.
- Комплектующие: Уточните, какие компоненты будут использованы. Мы используем проверенные бренды (Siemens, Schneider Electric, ABB, OWEN, а также специализированные решения от «Шанхай Цзяньин») и никогда не ставим «безымянные» китайские аналоги в силовую цепь. Требуйте спецификацию оборудования до подписания договора.
- Гарантия и сервис: Гарантия на собранный шкаф должна быть не менее 2 лет. Важно наличие сервиса: смогут ли они приехать для настройки ПИД-коэффициентов через полгода, если технология изменится? Предлагаем ли они удаленную поддержку?
- Документация: В комплекте должны быть не только схемы, но и подробная инструкция по эксплуатации на русском языке, паспорт изделия и сертификаты. Отсутствие инструкции — признак кустарного производства.
Помните, что стоимость шкафа — это лишь малая часть затрат. Основная ценность — это надежность работы вашей технологии и экономия реагентов. Дешевый шкаф, который приводит к перерасходу химии или браку продукции, обойдется вам в десятки раз дороже качественного решения.
Заключение: инвестиция в стабильность производства
Автоматизация подачи химикатов — это переход от интуитивного управления к точной науке. Внедряя современный шкаф управления подачей химикатов: автоматизация которого построена на надежных компонентах и продуманных алгоритмах, вы получаете не просто оборудование, а инструмент для снижения себестоимости и повышения безопасности. Мы убедились на сотнях объектов: те, кто инвестирует в качественную автоматику сегодня, завтра получают чистую воду, исправное оборудование и спокойствие за соответствие экологическим нормам.
Не ждите очередной аварии или предписания надзорных органов. Переход на автоматическое дозирование — это вопрос времени, и чем раньше вы его решите, тем быстрее увидите экономический эффект. Наша команда готова провести аудит вашей текущей системы, предложить оптимальное техническое решение и взять на себя все этапы: от проектирования до пусконаладки, используя передовые разработки лидеров рынка, таких как «Шанхай Цзяньин Интеллектуальные Технологии».
Если вы хотите обсудить детали вашего проекта, получить расчет стоимости или консультацию нашего инженера, свяжитесь с нами сегодня. Мы поможем подобрать конфигурацию шкафа, которая идеально подойдет под ваши задачи и бюджет, обеспечив долгосрочную надежность вашего производства.